第277号 圧縮空気の品質測定での機器パージ用ガス源を見直しました
圧縮空気の品質測定に使う機器は内部を綺麗にする為のパージが必要です。
最近の製薬のPIC/S等の規格や食品製造のFSSC22000等の規格では、工場で使われている圧縮空気が綺麗な空気であることを確認しておくことが求められています。
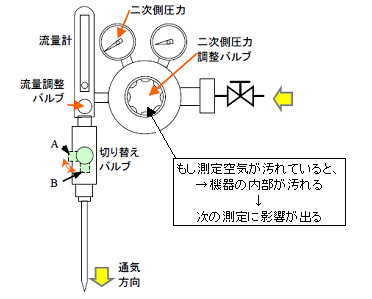
このような規格に対応した実際の圧縮空気の品質測定では、専用の機器に圧縮空気を流して測定します。
もし、測定機器内に前回測定した汚れた空気が残っていると次に綺麗な空気を測定する場合、残った汚い空気の影響を受けて、正しい測定が出来ないことになってしまいます。
そこで、測定機器は窒素ガス等の気体を使って汚い空気をパージする(追い出す)ことで、常に綺麗な状態にしておく必要があります。
《オイルミスト濃度測定用の専用機器例》
□ 現状の問題点
当社ではこのパージ用にボンベに入った窒素ガスを使うため、窒素ボンベを現場のクリーンルーム内に持ち込んで作業をしていました。
しかし、以下のような課題がありました。
1.ボンベは輸送等でキズやホコリ等の汚れが付いて、汚れを拭き取った後でも完全に綺麗にならないため
現場のクリーンルームなどに持ち込む際に、室内環境を汚してしまう恐れがある。
2.ボンベ自体が重いため、運搬の際に、床などを傷つけたりする恐れがある。
■ 今回は、これらの課題を解決する方法を考えましたのでご紹介します。
小形フィルタでろ過すれば解決できる?
>> 今回考えた新しい方法では
現場のエアー配管(圧縮空気)の一部から、準備した小形フィルタを
接続してろ過された圧縮空気をパージ用のガスとして使用します。
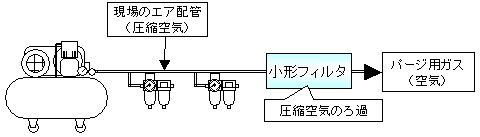
小形フィルタの仕様|ろ過精度0.01μm 、処理空気量70l/min
綺麗さは、従来以上の結果が得られました。
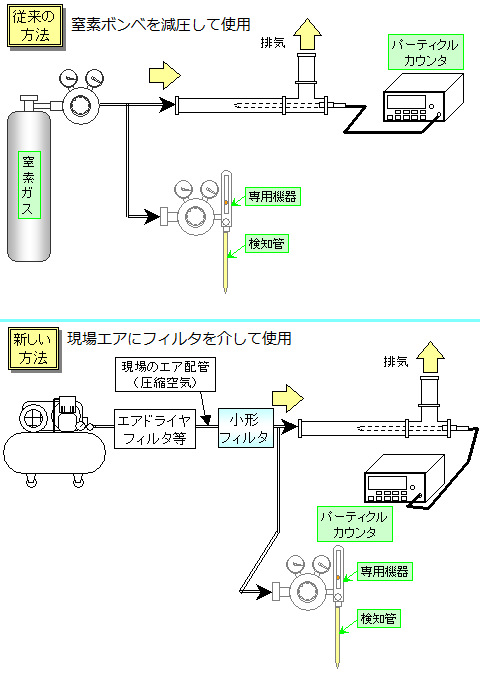
従来の方法と新しい方法で微粒子とオイルミストの濃度を測定して、新しい方法が使い物になるか確認しました。
従来の方法:窒素ボンベから減圧弁で減圧して使用する。
新しい方法:現場の圧縮空気を小形フィルタでろ過して使用する。
[測定状態]
[測定方法]
□微粒子濃度:
当社独自の測定システムでパーティクルカウンタでパージ用窒素ガス中の
微粒子数を測りました。
□オイルミスト濃度:
専用機器と検知管を使って、濃度を測りました
[使用測定器の仕様]
パーティクルカウンタ | メーカ:日本カノマックス、型式:3886
検知管 | メーカ:光明理化学工業、型式:北川式 検知管 602SP
[測定データ]
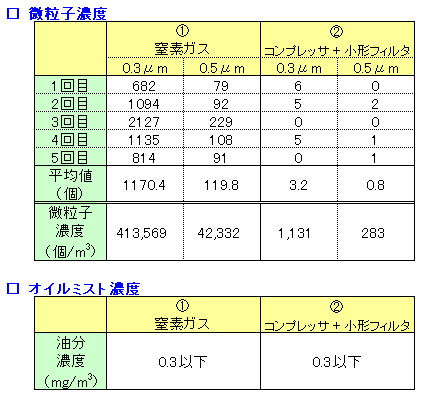
■ 測定結果から
・フィルタを使った新しい方法では、微粒子濃度は大幅に低下した。
・オイルミスト濃度は、双方とも問題のない0.3mg/m3以下となった。
このように、フィルタを使った新しい方法は、従来の窒素ボンベを使った方法より、綺麗さが大きく改善することが分かりました。
※ 但し、上記の実験は、あくまで一例で、種々の条件により計測値は異なります。
(お客様の)現場環境に見合った作業をお届けできると考えます。
フィルタを使った新しい方法は、現場に持ち込む窒素ボンベによる現場環境の汚染などの問題も解決でき、パージガスの性能も使い勝手も改善できることが分かりました。
※ 当社は、
この様な測定データや実験の方法等のノウハウで、どんな環境に
おいても、お客様に満足して頂ける作業をお届けする努力を続けています。